






【読みもの】びいどろと巡る、みちのく酒語り 秋田編みちのくの風土を地酒から感じる酒器旅

第3回株式会社 飛良泉本舗
-

株式会社 飛良泉本舗
秋田県にかほ市平沢中町59

赤や黄色に山々が色づく11月の秋田。朝晩の空気はぐっと冷え込み、澄みきった空に冬の気配が漂います。県境にそびえる鳥海山(ちょうかいさん)をはじめ、標高差のある山々は、長い期間にわたって見事な紅葉のグラデーションを描き出します。
そんな風景のなかで、土地に根ざし酒を醸す人たちには、その場所でしか語れない物語があります。本連載では、日本酒ライター・関友美が、『津軽びいどろ』とともに各地の蔵を巡り、酒の背景と魅力をたどります。
これまで青森県の12蔵を訪ねてきましたが、今回はお隣・秋田県へ。第3回はこの鳥海山と日本海に抱かれた、にかほ市で室町時代から続く『飛良泉(ひらいずみ)』を醸す『飛良泉本舗』を訪ねました。

鳥海山と日本海が育む、
秋田県にかほ市
東に秀麗な鳥海山を仰ぎ、西に日本海を望む、秋田県にかほ市。山と海の恵みにあふれたこの土地の平沢地区に、飛良泉本舗は蔵を構えます。その酒銘には、地名『平沢』と蔵元の屋号『泉屋』を合わせたという説。そして、江戸時代の禅僧・良寛が「とびきり良い白い水」と評したことから現在の文字になったという、この場所ならではの物語が息づいています。

東北最古、全国で三番目。
五百年の歴史を
背負うということ
齋藤家と飛良泉本舗の歴史について教えてくれたのは、専務取締役の齋藤雅昭さん。飛良泉本舗は、日本海からわずか50メートルの場所に蔵を構えています。
創業は室町時代の長享元年(1487年)。その歴史は、東北最古にして、全国でも三番目の古さを誇ります。
その始まりは、はるか昔。応仁の乱で商いができなくなった大阪・泉州の祖先が、新天地を求めて船で日本海を北上したことにあります。「難破したのか、海から見える鳥海山の美しさに『ここなら良い水がある』と感じたのかは定かではありませんが」と齋藤さん。こうして秋田の地に根をおろし、酒造りを始めました。
かつてこの地にはいくつもの酒蔵がありましたが、時代の流れとともに姿を消し、今ではにかほ市でただ一軒、酒造りを続ける蔵となりました。
鳥海山の恵みを受け、五百有余年の物語を紡いできた飛良泉本舗。しかしその道のりは、決して平坦なものではありませんでした。

「飛良泉の息子」という宿命
「人に紹介されるとき、必ず『飛良泉の息子』から始まるのが、本当に嫌だったんです」。
齋藤さんは、静かに当時を振り返ります。彼の祖父は、日本酒業界全体の品質基準や技術発展の方向性を定める酒造組合中央会で、技術委員長を務めたほどの人物。齋藤さんは物心つく前から、その祖父によって酒造りの英才教育を受けてきました。
「幼稚園の頃には、夜中にたたき起こされて麹室(こうじむろ)に連れて行かれたり、お風呂で仕込み水のテイスティングをさせられたり。僕にとっては、ただの“変なおじいちゃん”でしたけどね」。

しかし、その特別な環境は、彼に「飛良泉」という逃れられない宿命を意識させるものでもありました。「自分が何者か」ではなく「誰の息子か」で語られる人生。強いコンプレックスを抱いた彼は、大学進学を機に故郷を離れ、東京の広告代理店に就職。家業とは無縁の世界で、自分のキャリアを築いていきました。転機が訪れたのは、蔵の経営が傾いているという現実を知ったときでした。「外から客観的に見ても、このままでは潰れると。500年以上続く歴史を、自分の代で終わらせるわけにはいかない」。
コンプレックスを乗り越え、覚悟を決めて2018年に帰郷。27代目としての覚悟を胸に、齋藤さんの本当の戦いが始まりました。

専務の再建、職人たちの矜持
帰郷した齋藤さんを待っていたのは、想像を絶する光景でした。かつて純米酒ブームで栄華を誇った蔵は見る影もなく、売上は低迷。どこか停滞した空気が流れており、蔵の中は使われないタンクがジャングルのようにひしめき合っていました。「しかも、建物を継ぎ足していったせいで古いタンクが物理的に運び出せず、その撤去だけで6年もかかってしまいました。」
「まず、売上がきちんと把握されていなかった。どこで何が売れているかわからないから、製造計画もどんぶり勘定。土足で蔵に入るような状態で、衛生管理においても現代の基準との乖離(かいり)が見られました」。

しかし、長年確立されてきた現場のやり方があります。改革を志す齋藤さんに対し、蔵人たちからは「製造のことは、我々に任せてほしい」という無言の圧力がかかります。そこで齋藤さんが最初に手掛けられたのは、放置されていたホームページの更新や売上データの整理といった経営改善でした。「あと何年で会社が潰れるか、計算すればわかる状態でした」。
決別と再生。
チーム飛良泉、ゼロからの挑戦
改革を急ぐ齋藤さんと、35年にわたり蔵を支えてきたベテラン杜氏。二人の間には、埋めがたい溝が生まれます。「変革のためには、大きな決断が必要でした」。齋藤さんは杜氏に蔵を去ってもらうという、苦渋の選択をします。
酒造りの経験は、ほぼゼロ。まさに、孤独な再出発でした。

しかし、彼は一人ではありませんでした。本格的に製造に入る前の一年間、秋田県の醸造試験場で酒造りの基礎を学んだ経験。そして何より、秋田の酒造りを牽引する先輩たちの存在がありました。「『ゆきの美人』の小林忠彦さん、『新政』の佐藤祐輔さん、『山本』の山本友文さん、『春霞』の栗林直章さん、そして『一白水成』の渡邉康衛さんといった、県内を中心とした先輩方が本当に親身になって心配してくれました」。
彼らは後継者が蔵に戻り、改革を成し遂げるという成功例を、身をもって示してくれていた先駆者たちでした。齋藤さんが抱える苦労や軋轢も知っています。だからこそ『頑張れよ、応援してるから』と、温かく背中を押してくれました。

齋藤さんはそれ以来、自ら酒造りの責任者となりましたが、「杜氏」とは名乗りません。「杜氏っていうのは本来、何でもできるスーパーマンのような存在。まさに齋彌酒造店の高橋杜氏のような人。それをたった3年で名乗るのはおそれ多い」。彼が目指したのは、同世代の若い仲間たちと造る「チーム飛良泉」としての酒造りでした。
彼らがまず取り組んだのは、酒造りの原点ともいえる「清掃」でした。心臓部である麹室(こうじむろ)は、麹を造るたびに6〜7時間かけて壁から床まで完全リセットし、「床を舐めても大丈夫なくらい磨き上げます」と齋藤さんは言います。微生物を相手にする酒造りにおいて、その基礎となる環境づくりを、彼らは尋常ではないレベルで突き詰めることから始めたのです。
周囲からの支えを力に変え、自分たちの手で未来を切り拓く。その地道な作業こそが、再生への確かな一歩でした。そして、そのチームは蔵の中だけではありません。経営管理や輸出は名古屋に住む大学の同級生が、営業の取りまとめは高校の同級生が担当するなど、蔵の外からも多くの仲間が齋藤さんの挑戦を支えています。

「全量山廃にする」
究極の選択
多くの人にアドバイスを求め、何千時間も対話を重ねる中で、齋藤さんは自問自答を続けます。「自分たちが本当に造りたい酒とは何か」。
そしてたどり着いた答えが、伝統製法である「山廃(やまはい)造り」でした。かつて祖父が得意としたこの製法は、手間がかかり、リスクも高い。しかし、米の旨味を深く引き出した、飛良泉ならではの個性を表現できる唯一無二の道でした。鑑評会受賞のための酒ではなく、飲んでくれるファンのための酒を造る。その覚悟の証として、蔵は「全量山廃仕込み」という大きな決断を下したのです。
仕込み水である鳥海山系の伏流水は力強く、山廃にも適した中硬水であることも、その決断を後押ししました。
※山廃仕込み・・・日本酒をつくる際にベースとなる「酛(もと)」と呼ばれる酒母を育てる方法のひとつ。もともとは「山卸し(やまおろし)」という米をすり潰す重労働をしていたのを、自然の力を生かして省いたことから「山卸し廃止酛=山廃」と呼ばれるようになりました。時間をかけて酵母を育てるため、コクがあり、酸味や旨みがしっかりと感じられる日本酒になります。

『飛良泉の味』の再定義。
2つの酵母と3つの柱
チームで蔵の再生に取り組む中、齋藤さんは最も本質的な課題に着手しました。それは、ぼやけてしまった「飛良泉の味」というブランドを再定義することでした。
「僕が蔵に戻った当初、うちでは酵母を20種類以上も使っていて、正直なところ味が定まっていませんでした」と齋藤さんは振り返ります。
彼は、その乱立していた酵母を、伝統的な「7号酵母」と、甘酸っぱいリンゴ酸を生む「77号酵母」のわずか2種類に絞り込むという大きな決断を下しました。そして、この2つの酵母を軸に、新生・飛良泉の未来を示す3つの柱となるシリーズを打ち立てたのです。
蔵の哲学そのものである『飛良泉 山廃純米』。77号酵母で米の個性を探る『マル飛』。そして、革新的な醸造に挑む実験室『HITEN』です。

特に『HITEN』のベースとなる酒米「秋田酒こまち」には、特別な想いが込められているそうです。「実は『秋田酒こまち』は、僕の祖父が開発に携わった、非常に思い出深い米なんです」と、齋藤さん。祖父から受け継いだ山廃造りの伝統を、祖父ゆかりの米で新しい形にしていくことは、彼にとって過去と未来を繋ぐ挑戦でもありました。
振り返れば、私が2017年のイベント(東北六県 魂の酒まつり)で初めて『マル飛』を飲んだ時の衝撃は忘れられません。「なんじゃこの酸っぱい酒は!」と驚いたその味わいは、まさに時代を先取りしていました。かつて日本酒でタブー視されがちだった「酸」が、今や食の多様性と共に愛されるようになったのです。飛良泉の挑戦に、ようやく時代が追いついてきたのだと感じます。

Tsugaru Vidro selectedfor 飛良泉

津軽びいどろ
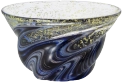
「天の川」「金彩盃 月明」「金彩 盃星夜」
で味わう
「飛良泉」2種
日本酒の味わいは、器によって印象が大きく変わります。口にあたる厚みや角度といった形状だけでなく、色や質感から受ける印象が、気分や感じ方に影響するからです。たとえば、好きなピンクの器なら心がはずみ、金色の盃に注げば特別な気分で味わえるでしょう。

「津軽びいどろ」の酒器といえば、四季をイメージした鮮やかな色合いが特長です。
今回は、齋藤さんに「この器でうちのお酒を飲んでほしい」という視点で、特にお気に入りのびいどろを選んでいただきました。そこに注がれるのは、『飛良泉 山廃純米酒』と『飛良泉 飛囀(HITEN) -鵠(HAKUCHO)』です。
友美 「落ち着いた色合いの酒器を選ばれましたね」
齋藤さん 「うちはあまり香りを主張する酒ではないので、口が広く、米の旨味が穏やかに広がる平盃(ひらはい)が合うんです。ガラスは酒の味を邪魔しないところが好きですね」
友美 「長い歴史をもつ飛良泉にふさわしい、深みある色合いに金彩が映える格調高い酒器ですね。『金彩盃 星夜』の墨のように落ち着いたブラック、さらに『月明』のイエローとグリーンの平盃も、日本的な趣がありとても美しいです。それでは、さっそく最初のお酒をいただきます。」

齋藤さん 「はい。まずは蔵の哲学を映す一本、『飛良泉 山廃純米』です」
友美 「旨味と酸が調和し、後味は驚くほどきれいですね」
齋藤さん 「もともと『山廃の飛良泉』として知られていましたし、何より、僕自身がこの山廃純米というお酒のファンでしたから。自分が本当に好きなお酒を、もっと美味しくしたかった。だから、基本的なレシピは変えずに、麹や酒母の造り方をブラッシュアップすることで、味わいは年々進化させています」

齋藤さん 「次に、『飛良泉 飛囀(HITEN) -鵠(HAKUCHO)』です」
友美 「一口目の冴えわたる酸が印象的ですね。白麹(クエン酸)、山廃(乳酸)、No.77酵母(リンゴ酸)による、重層的な酸味。これだけ複雑な味わいを14度原酒で軽快に飲めるのがすごいです。このユニークな味わいの位置づけは?」

齋藤さん 「『飛良泉 山廃純米』は僕らが目指す味わい、哲学そのものです。『マル飛』は酵母を固定してお米の違いを楽しむシリーズで、『HITEN』が白麹などユニークな醸造方法に挑戦する、僕らの実験室のようなシリーズになります」
友美 「全量山廃にして、さらにシリーズ化したことで『飛良泉といえば』という味わいがイメージしやすくなりましたね」
絶望の淵から見えた光。
仲間と歩む酒の未来
友美 「蔵に戻られてから、まさに激動の日々でしたね」
齋藤さん 「コロナ禍の頃は本当にどうしたらいいか分からず迷走していました。でも、多くの人と話す中で、自分のやるべきことが明確になりました。僕がどんな時でも無意識に話していたのは、祖父から受け継いだ『山廃』のことだったんです」
友美 「それが、蔵の進むべき道だったのですね」

齋藤さん 「はい。例えば、静岡の『白隠正宗』さんのような超軟水で造る『引き算の酒』は本当に素晴らしい。でも、うちの水は鳥海山のミネラルを含む、少し複雑みのある中硬水で、味も香りもある。全くタイプが違います。だからこそ、僕らはこの水の個性を、さらに山廃造りという“足し算”で増幅させて奥行きを出す道を選んだんです」
友美 「水の個性を知り尽くした上での、必然の選択だったのですね。山廃というとずっしりと重たい味わいにする蔵も多いですが、驚くほど軽快で綺麗です」
齋藤さん 「『味を軽快にするレシピ』を組んでいるんです。米をしっかり溶かす力強い麹で造った酒母(しゅぼ)を使い、醪(もろみ)では逆に軽快な味わいになる麹を使うことで、味わいの重さを“相殺”させています。ただ、山廃は雑菌汚染などリスクも高い。だからこそ、僕らは徹底した清掃を絶対条件にしています」
友美 「蔵の中も、日々改善されているそうですね」
齋藤さん 「はい。使う酵母の種類を絞り、同じやり方を繰り返すことでノウハウが蓄積され、酒質が格段に上がりました。今も毎日みんなで『今日より明日、もっと良くしたいよね』と話しています。まだまだ現在進行形です」

かつては先輩たちに支えられながら、蔵の未来を一身に背負い孤独に改革の道を歩み始めた齋藤さん。
しかし今は違います。彼自身が秋田の酒造業界を牽引するプレイヤーの一人となり、蔵の中は「チーム飛良泉」の工夫と情熱にあふれています。500年を超える歴史の重圧を、彼らは未来への推進力に変えようとしています。
仲間と共にようやく辿り着いたスタート地点から生まれる酒は、驚くほど斬新で、きれいで、そして優しい味わいがします。齋藤さんの願い通り、その味わいをきっかけに、多くのビギナーが日本酒を飲み始めています。それこそが、彼らが見つけた希望の光そのものなのかもしれません。
ギャラリー









盃12ヶ月コレクション
爽華


- 次回の「びいどろと巡る、みちのく酒語り 秋田編」は、1月更新予定です。
訪ねたのは、秋田県秋田市で『高清水』を醸す秋田酒類製造さん。全国の食卓で愛される秋田を代表する銘柄で、そのルーツは江戸時代までさかのぼります。
大きな蔵だからこそ求められる伝統の継承と、近年挑戦しているという新感覚のお酒など、革新的な酒づくりについて。消費者との新しい関係を築こうと奮闘する蔵の今を、五代目杜氏の菊地 格さんにお聞きしました。
[ sake writer ]

関 友美 せき ともみ
日本酒ライター/ジャーナリスト/唎酒師/日本酒学講師/日本酒品質鑑定士/あおもりの地酒アンバサダー(第一期)/発酵食品ソムリエ/シードルマスター
北海道札幌市生まれ。
酒と地域の物語を丁寧にすくいあげる日本酒ジャーナリストとして、国内外の蔵を訪ね、雑誌、業界専門誌など多彩な媒体で執筆。専門家としてBS-TBS『関口宏のこの先どうなる?!』、TBS『ニューかまー』、朝日放送テレビ『LIFE〜夢のカタチ〜』など、テレビにも出演。近年は、全国の自治体と連携した日本酒観光や商品開発支援、酒蔵のコンサルティングなども手がける。審査員としても複数の日本酒コンクールに参加。酒を通じた地方創生の一助となる活動に力を注いでいる。
- ホームページ https://tomomiseki.wixsite.com/only
- Instagram @tomomi0119seki